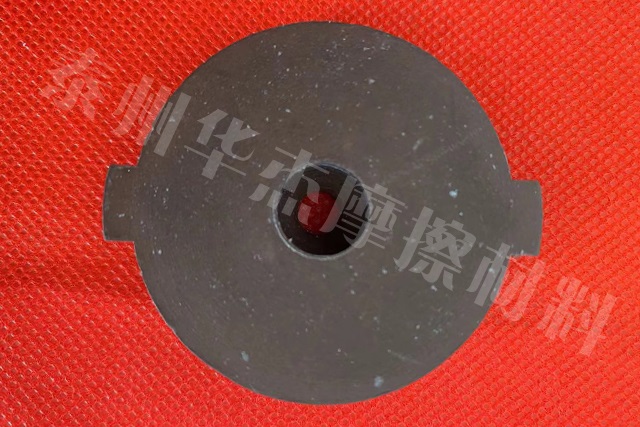
多年前做過一種薄片環(huán)狀摩擦片產(chǎn)品。零件由6-10mm厚的65Mn彈簧鋼板火焰切割成坯料(見圖1),送熱處理做調(diào)質(zhì)處理,硬度HRC27-32,平面度≤0.3。
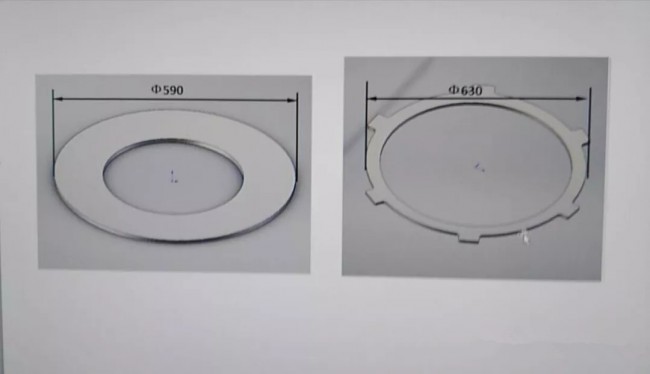
圖1 摩擦片零件簡圖
調(diào)質(zhì)硬度容易做到,但這種薄片狀零件,難點在于平面度要求。用戶希望調(diào)質(zhì)后盡量降低再加工量,直接磨削加工到成品尺寸。
工藝路線是:打磨毛刺→預熱→鹽浴爐加熱→硝鹽浴淬火→清洗→回火(工藝曲線見圖2)。
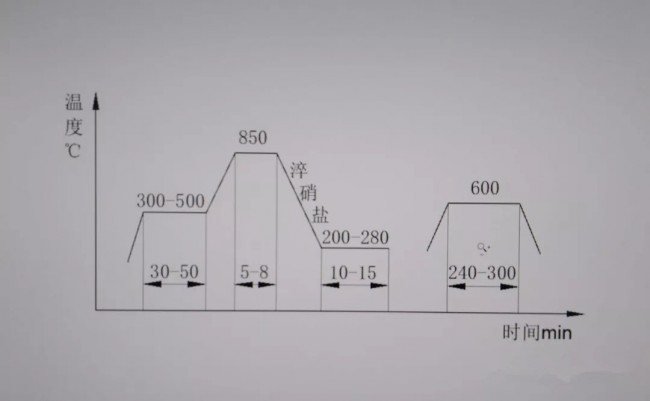
圖2 摩擦片淬火回火工藝曲線圖
工藝中的回火過程實際上又包含了校平環(huán)節(jié)。
按照工件材料和調(diào)質(zhì)硬度要求,回火溫度在580℃-610℃范圍內(nèi),不同批次,按回火硬度變化趨勢,在此范圍上下微調(diào)。產(chǎn)品在這個溫度下回火,淬火應力是可以企望完全消除的。因此,在回火環(huán)節(jié)對工件的淬火變形進行矯正就成為可能。
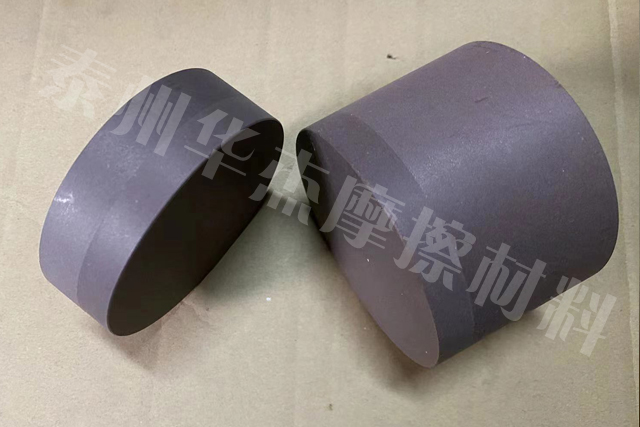
有一種專用的加壓回火設備專用于這類零件。但以對外加工為主的專業(yè)熱處理廠,不確定的產(chǎn)品,不確定的業(yè)務量,新增專屬設備顯然是不現(xiàn)實的。因此,我們設計了一種螺旋式夾持工裝(見圖3),利用普通井式回火爐(爐膛:φ1800×1500)進行夾持回火,同時工件校平,效果很好!
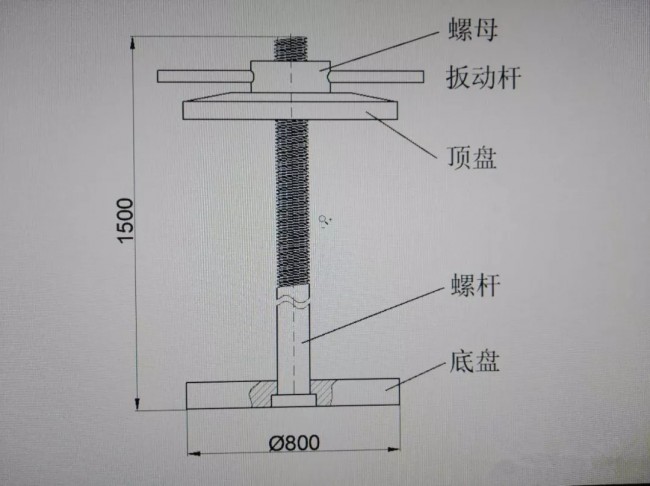
圖3 螺旋式夾持工裝
圖中底盤上面、頂盤下面經(jīng)精車加工,平面度≤0.05。
摩擦片淬火完畢出硝鹽浴后,緩冷至室溫,入清水槽洗凈殘鹽,然后逐件疊裝在底盤和頂盤之間。由于此時工件未經(jīng)回火,翹曲大且硬而脆,螺母不能旋緊。保持自由疊放狀態(tài)入爐回火2小時左右,出爐旋緊螺母再入爐繼續(xù)回火。回火后出爐后空冷。空冷期間會因為溫度降低導致夾持松弛,所以隨著溫度逐件降低,要繼續(xù)進行3-4次旋緊操作,使工件始終保持夾緊狀態(tài)冷至室溫。
工件拆下后,逐件平放于在檢驗平臺上,用0.25mm塞尺檢驗內(nèi)外邊沿縫隙。不合格的篩出后,再按凹凸方向,凸凸對裝,對齊疊裝于上下壓盤中,壓緊后重新入爐回火,為裝滿工裝,可新舊混裝。出爐空冷時,重復前述操作。
延伸設想:
本例彈簧鋼是做調(diào)質(zhì)處理,要求硬度低,回火溫度高,可以在回火階段校平。如果要求的是彈簧硬度,比如RC48-53,那么回火溫度就不能超過400℃,使用上述方法校平效果會大打折扣。這就需要設計淬火對夾裝置,在淬火環(huán)節(jié)限制變形(詳見圖4)。再在回火時候結(jié)合上述疊放夾持方法回火。
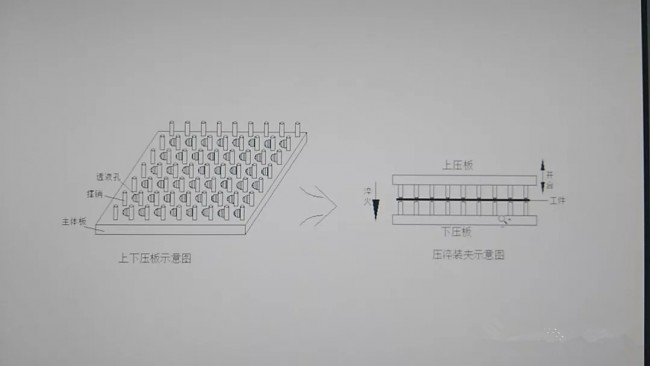
圖4 |