原料混合→熱成型階段→板材處理→熱壓成型階段→熱處理階段→研磨切割階段→噴漆、烤漆階段→產品包裝。
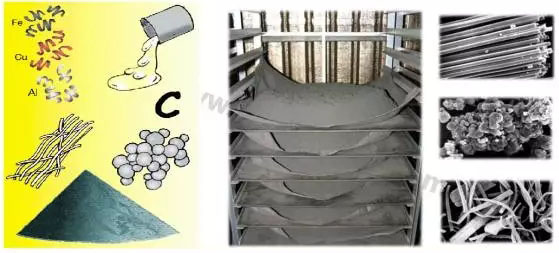
1、原料混合
⊙基本上剎車摩擦片是由鋼纖、礦棉、石墨、耐磨劑、樹脂及其它化學物質所組成,而摩擦系數、耐磨指數及噪音值的大小,就是透過這些原料的比例分配進行調整。
2、熱成型階段
⊙將混合好的原料倒入模具里,并重壓成型。

3、板材處理
⊙因應不同車型的鐵材經過剪裁后,還需透過珠擊表面硬化處理后,才能上膠準備黏上剎車摩擦片錐形。

4、熱壓成型階段
⊙利用機械將鐵材與剎車摩擦片高熱加壓,使兩者間更能緊密結合,而制造出來的成品就叫做剎車摩擦片粗胚。

5、熱處理階段
⊙為使剎車摩擦片材質能更加穩定、耐熱性更高,因此需要透過熱處理機,將剎車摩擦片粗胚加熱長達6小時以上后,才能繼續加工。
6、研磨切割階段
⊙熱處理后的剎車摩擦片,其表面還是有需多毛邊,因此需經過研磨切割才能使平整。

7、噴漆烤漆階段
⊙為避免鐵材生銹及達到美觀的效果,因此需要進行噴漆的工作。
⊙利用170℃的溫度烘烤剎車摩擦片上的噴漆,不但色澤較佳,遇高溫時還有不容易褪色的優點。 |