摩擦片是離合器的關鍵零件,不僅要求摩擦復合材料粘結強度高、耐磨性好,而且要求芯板韌性好、耐沖擊強。為此,摩擦片工藝過程復雜,芯板需要進行調質、淬火等熱處理工序,技術要求高。
本文以摩擦片早期斷裂故障為案例,通過對故障件失效形式、斷口特征等方面的檢查與分析,借助光譜元素測量儀、蔡司顯微鏡、顯微硬度計等儀器,對故障件的化學成分、斷口的微觀特征、金相組織、硬度及硬化層等方面的檢測,最終找到斷裂的原因,然后通過芯板淬火工藝優化及對熱處理過程的質量管控,排除該故障。
1.故障信息
(1)工況信息
某型號推土機在內蒙古施工,主要用于太陽能熱風發電站的基建工作,推平沙丘和溝壑,平均每天工作時間約14h。該車在工作1600 h左右時,變速箱內部出現異響,服務人員檢查發現變速箱內部摩擦片斷裂。
(2)失效形式
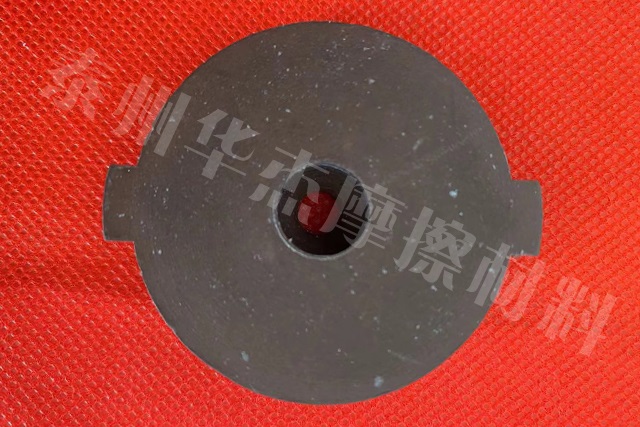
故障件的斷裂狀態如圖1所示,裂紋從摩擦片的花鍵根部呈放射狀延至外沿,出現貫通性整體斷裂,裂開的兩部分斷口吻合,無碎片、顆粒等脫落。從銅基摩擦材料的狀態看,潤滑油槽清晰,無明顯的磨損、脫落、燒結等異常狀態,由此判定,摩擦片斷裂不是由于超負荷傳遞扭矩造成的。

圖1摩擦片斷裂形式
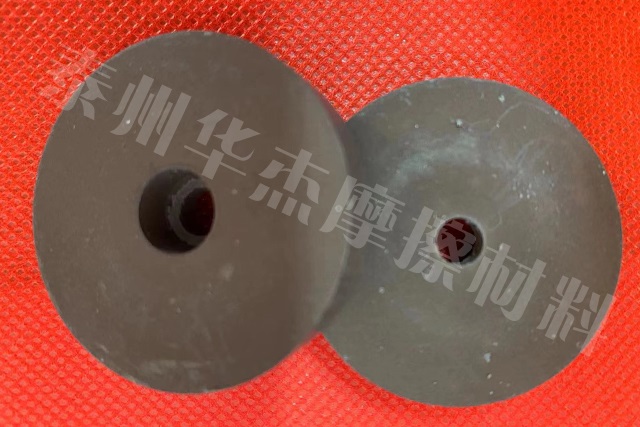
圖2是斷口的宏觀狀態,斷口齊平,呈直線狀態,并且無塑性變形,斷面處的摩擦材料完好,無損失、脫落等狀態。由此判定芯板斷裂為脆性斷裂。

圖2斷口的宏觀狀態
由摩擦片的另一處故障點圖3可看出,微裂紋起源于摩擦片的花鍵根部,工作時摩擦片不斷地結合、分離,在旋轉扭矩和交變應力的作用下,裂紋逐步增大并逐漸向外延伸,直至出現整體性斷裂。

圖3摩擦片裂紋源
2.故障原因查找與分析
(1)材質化驗
摩擦片芯板的材質是45鋼,整體調質后,對花鍵的表面進行高頻感應淬火。將摩擦材料在平面磨床上去除后,取試樣如圖4所示,依據國標《碳素鋼和中低合金鋼多元素含量的測定火花放電原子發射光譜法》(GB/T4336—2016)對芯板材質進行化驗,結果如表1所示。
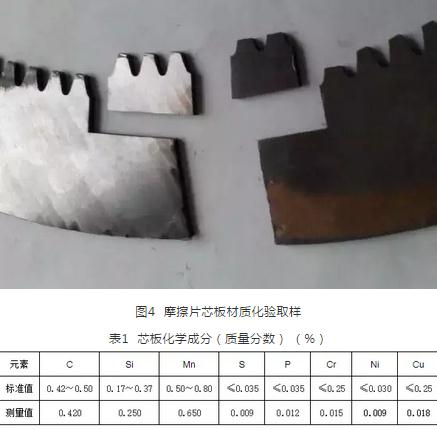
圖4摩擦片芯板材質化驗取樣
由表1可知:齒輪的化學成分C、Si、Mn、Cr等含量符合標準。由此推斷,原材料合格,不是造成摩擦片早期斷裂的主要因素。
(2)芯板硬度檢驗
將故障件在電火花切割機上取樣,如圖5所示。在溫度20℃、濕度50%的條件下,根據國標《鋼件滲碳淬火回火金相檢驗》(GB/T25744—2016)對硬度、淬硬層深度進行檢查。花鍵的齒部硬度要求≥40HRC,實測54.8HRC,硬度合格。
圖5摩擦片硬度及硬化層檢查樣塊
用4%硝酸酒精溶液腐蝕試樣,花鍵淬硬層要求4.5~9.0mm,實測6.0mm,淬硬層深度合格;齒根部淬硬層深度要求0.7~2.5mm,實測值為0.9mm。由此判定,花鍵的硬度和淬硬層深度等符合圖樣要求,不是造成摩擦片早期斷裂的主要因素。
(3)非金屬夾雜物檢驗
在4XC金相顯微鏡下檢測非金屬夾雜物的含量,如圖6所示,依據《鋼中非金屬夾雜物含量的測定標準評級圖顯微檢驗法》(GB/T 10561—2005),芯板中非金屬夾雜物的含量如表2所示。從結果可看出,原材料中硫化物、氧化鋁等非金屬夾雜物含量符合技術要求,不是發生脆性斷裂的主要原因。
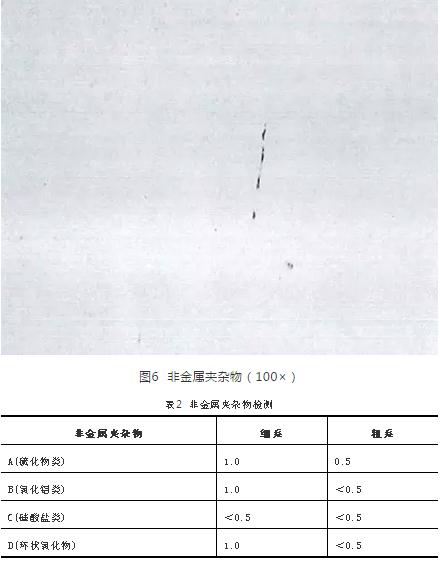
圖6非金屬夾雜物(100×)
(4)脫碳層深度檢驗
利用光學顯微鏡,觀察故障件花鍵齒的脫碳層深度,如圖7所示。采用測試5點計算平均值法,單側脫碳層的深度為0.03~0.07mm,在技術要求≤0.1mm的范圍內,沒有嚴重的脫碳特征。
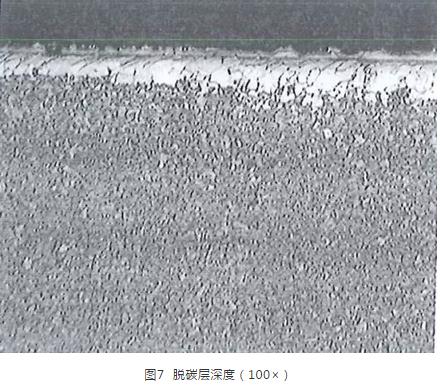
圖7脫碳層深度(100×)
(5)原因分析
依據《金屬顯微組織檢驗方法》(GB/T13298—2015)對試樣進行檢驗,微觀組織形態如圖8所示,花鍵的金相組織為回火馬氏體,晶粒度8級,金相組織粗大,晶界變黑,有嚴重的沿晶裂紋,并且有過熱的特征,摩擦片早期斷裂是脆性過大引起的芯板脆性斷裂。
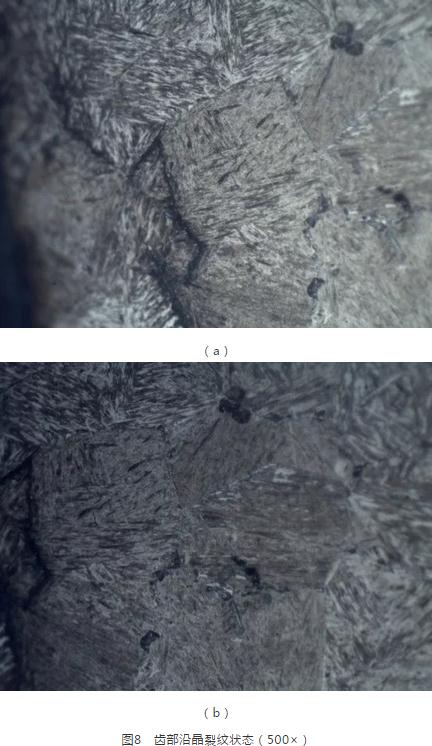
圖8齒部沿晶裂紋狀態(500×)
通過故障件的生產批次號,對摩擦片的淬火工序進行追溯。作業基準書中,淬火溫度要求845℃。根據操作者記錄,在對加熱爐進行設備檢點時發現,溫度顯示儀表出現故障,儀表溫度顯示為設定溫度845℃,而通過校核實際溫度已達到950℃,遠高于Ac3溫度,造成芯板過熱,從而引起奧氏體晶粒粗化。粗大的奧氏體晶粒存在,導致芯板的強度和韌性降低,力學性能下降,脆性轉變溫度升高,在淬火時,由于芯板為薄片形狀,花鍵根部應力集中,增加了淬火時裂紋的傾向,導致在花鍵根部出現微觀裂紋。工作過程中承受交變應力和沖擊力,經過一定時間后,造成摩擦片芯板的早期斷裂。
3.工藝改善及預防措施
(1)工藝改善
對庫存的同批次淬火的芯板取樣抽檢,金相組織存在相同特征,為了避免裝機后出現早期斷裂的隱患,對同批次淬火處理的件進行標識、隔離。為了最大限度地降低生產成本,我們進行了反復試驗,在不同的溫度下,將摩擦片芯板進行退火、正火或高溫回火,使粗大晶粒重新奧氏化,晶粒得到細化。隨后,再對芯板加熱至Ac3以上30~50℃進行淬火,經檢驗,淬火后金相組織馬氏體細小均勻,晶粒度為馬氏體4級,表面硬度56HRC,心部硬度37HRC,達到圖樣技術要求。通過樣件試裝及市場驗證,工藝改善后,摩擦片的強度、韌性等力學綜合性能提升,外部市場上再未出現芯板斷裂故障。
(2)預防措施
熱處理工序是摩擦片生產過程中的關鍵和重要工序,同時它具有批量大的特點。為了最大限度地減少不合格品的出現,需要定期對設備進行檢查,特別是溫度顯示儀、濕度儀表等儀表類部件。同時,對操縱人員的專業技能、人員變更、崗前培訓等方面加強管理。另外,在熱處理工序的工藝文件中將加熱溫度、保溫時間、冷卻方式等工藝參數進行完善和固化。
4.結語
通過對摩擦片早期斷裂故障的失效特征分析,并借助光譜元素測量儀、蔡司顯微鏡、顯微硬度計等儀器,對化學成分、斷口的微觀特征、金相組織、硬度及硬化層等方面進行檢測,確定花鍵的齒面金相組織晶粒粗大,存在過熱特征,淬火時溫度過高是造成故障的主要原因。
(1)在淬火工序中,因加熱爐設備溫度儀表失靈、傳感器損壞等造成顯示的參數與實際不符時,需要對該批工件進行金相組織、硬度等分析,對有異常特征如過燒特征、過熱特征、欠熱特征等應及時進行隔離,不能心存僥幸、盲目裝機。針對不同的狀況,通過反復試驗如中間增加退火、正火或高溫回火等進行改善和驗證,達到技術要求后方能裝機。
(2)熱處理工序是機械零件的關鍵工序,具有批量化的特點。因此,提前預防熱處理缺陷對于提高產品質量、降低不合格率和降低生產成本尤為重要。從人、機、料、法、環等方面要定期檢驗,對加熱爐的溫度儀表、操縱者專業技能、人員變動、崗前培訓等方面的管理和監控尤其重要。 |